CNC Tools Nyheter
-
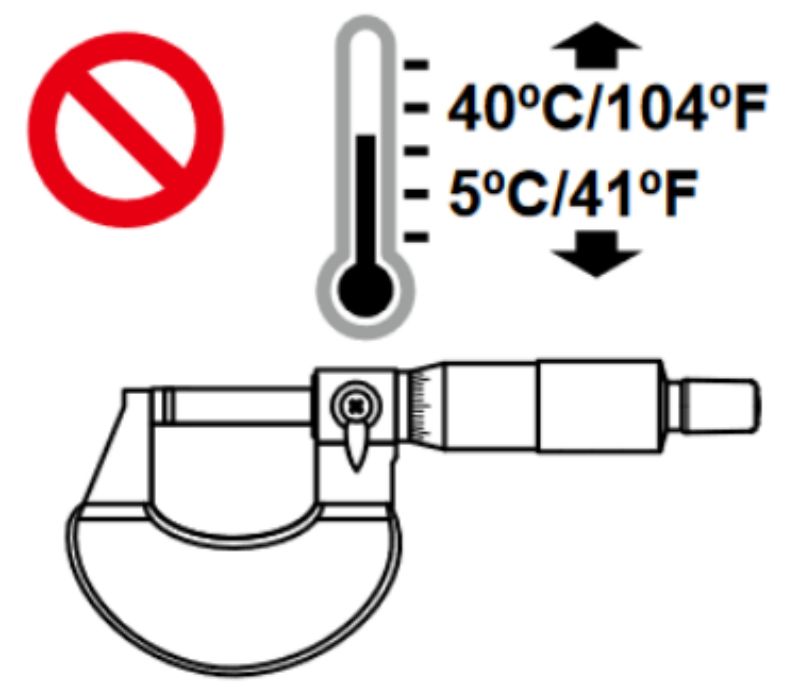
De mest tabubelagda användningarna av mikrometer
Som ett precisionsmätverktyg används mikrometrar (även känd som spiralmikrometrar) i stor utsträckning vid precisionsbearbetning och är välkända av människor i branschen. Idag, låt oss ändra vinkeln och ta en titt på vilka misstag vi är rädda för att använda mikrometer. Xinfa C...Läs mer -
Styrskenor för verktygsmaskiner är generellt indelade i dessa kategorier, vet du
Tillverkare av verktygsmaskiner gör sitt bästa för att säkerställa noggrannheten i installationen av styrskenorna. Innan styrskenan bearbetas har styrskenan och arbetsdelarna åldrats för att eliminera inre spänningar. För att säkerställa noggrannheten hos styrskenan och utsidan...Läs mer -
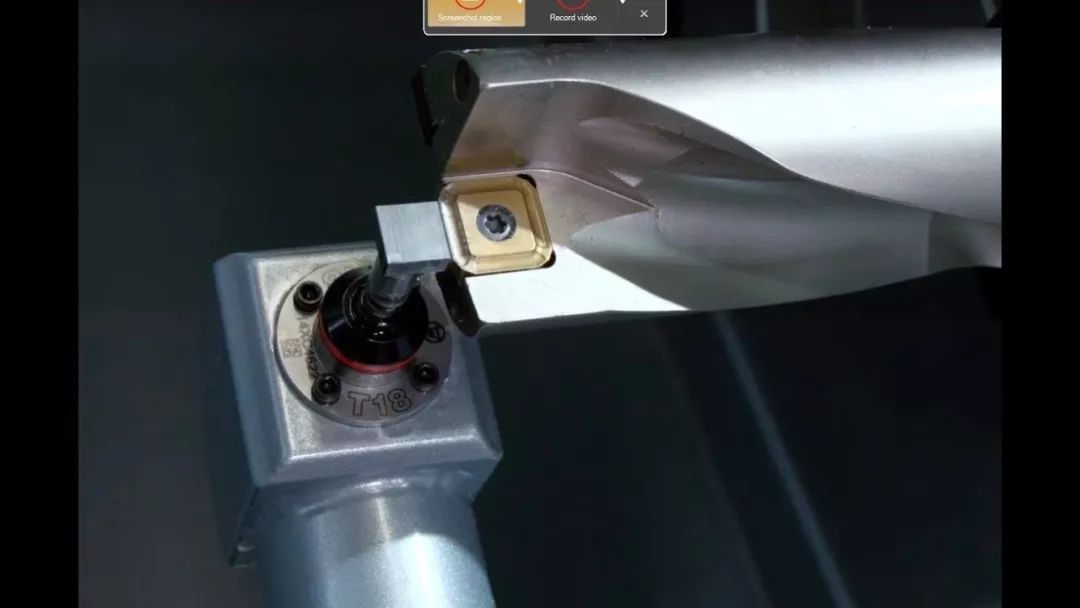
Borrsteg och metoder för att förbättra borrnoggrannheten
Vad är borrning? Hur borrar man ett hål? Hur gör man borrningen mer exakt? Det förklaras väldigt tydligt nedan, låt oss ta en titt. 1. Grundläggande begrepp för borrning Generellt sett avser borrning en bearbetningsmetod som använder en borr för att bearbeta hål på produktens...Läs mer -

Vanligt använda (tråd)beräkningsformler för CNC-bearbetning, enkla och lätta att förstå
1. Beräkningsformel för inre håldiameter för gängsträngsprutning: Formel: tandens yttre diameter - 1/2 × tandstigning Exempel 1: Formel: M3×0,5=3-(1/2×0,5)=2,75 mm M6×1,0= 6-(1/2×1.0)=5.5mm Exempel 2: Formel: M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5...Läs mer -

Noggrannhetskrav för varje process av CNC-bearbetningscenter
Precision används för att uttrycka finheten hos arbetsstyckets produkt. Det är en speciell term för att utvärdera de geometriska parametrarna för den bearbetade ytan. Det är också en viktig indikator för att mäta prestandan hos CNC-bearbetningscentra. Generellt sett, maskiner...Läs mer -
CNC-svarv operativ kompetens och erfarenhet
På grund av de höga precisionskraven för bearbetade produkter är saker som måste beaktas vid programmering: Tänk först på bearbetningssekvensen för delarna: 1. Borra hål först och platta sedan till änden (detta är för att förhindra att material krymper under borrning) ; 2. Grovsvarvning...Läs mer -
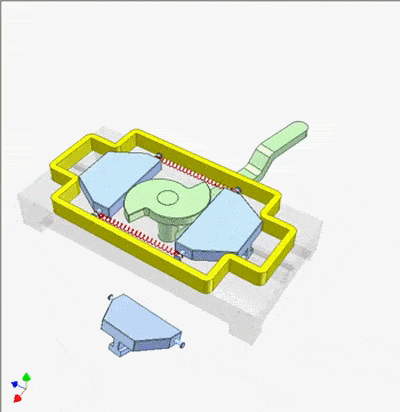
13 vanliga självcentrerande klämmekanismer med strukturella principanimationer (2)
8. Självcentrerande fixtur åtta V-formade block (en fast, den andra rörlig) centrerar det gula arbetsstycket i längdriktningen. 9. Självcentrerande fixtur 9 Det gula löpande arbetsstycket är centrerat längs...Läs mer -
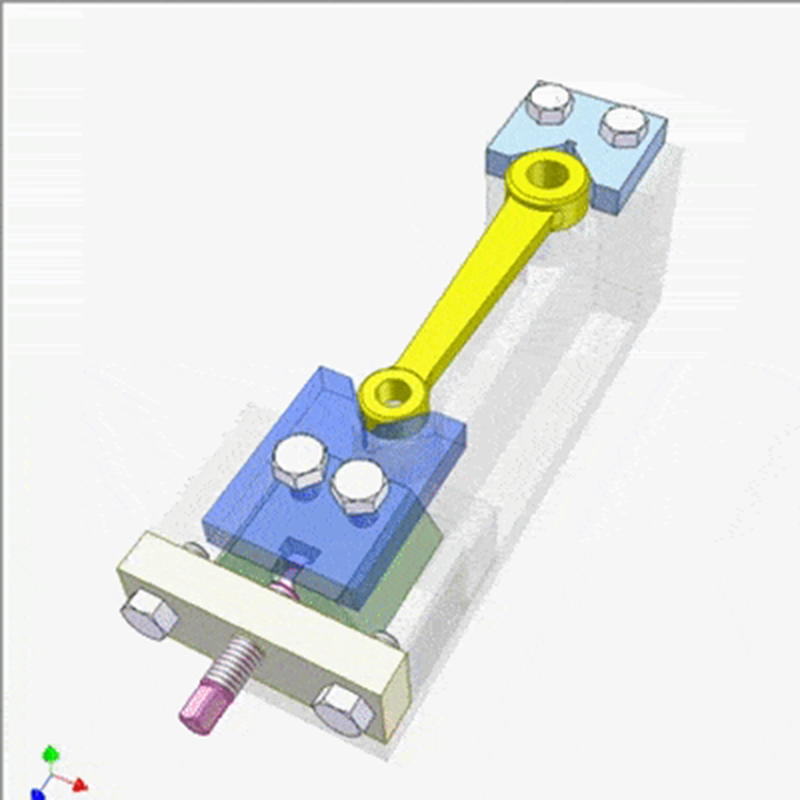
13 vanliga självcentrerande klämmekanismer med strukturella principanimationer (1)
1. Självcentrerande fixtur 1 En grön dubbelexcentrisk och två blå kilslider centrerar det gula arbetsstycket i sidled och längsgående. 2. Självcentrerande fixtur 2 orange skruvar med vänster och höger ...Läs mer -

CNC-verktygsmaskiner, rutinunderhåll är också mycket viktigt
Det dagliga underhållet av CNC-verktygsmaskiner kräver att underhållspersonal inte bara har kunskap om mekanik, processteknik och hydraulik, utan också kunskap om elektroniska datorer, automatisk styrning, driv- och mätteknik, så att de till fullo kan förstå och behärska CN...Läs mer -

Även om graderna är små är de svåra att få bort! Vi introducerar flera avancerade gradningsprocesser
Grader finns överallt i metallbearbetningsprocessen. Oavsett hur avancerad precisionsutrustning du använder så föds den ihop med produkten. Det är huvudsakligen ett slags överskott av järnspån som genereras vid bearbetningskanten av materialet som ska bearbetas på grund av plastisk deformation av ma...Läs mer -
Fördelar och nackdelar med lutande bäddar och plattbäddsmaskiner
Jämförelse av verktygsmaskinens layout Planet för de två styrskenorna på CNC-svarven med plan bädd är parallellt med jordplanet. Planet för de två styrskenorna i den lutande bäddens CNC-svarv skär med jordplanet för att bilda ett lutande plan, med vinklar på 30°, 45°, 60° och 75°. Sett från...Läs mer -
Den mest grundläggande kunskapen som CNC-folk måste behärska kan inte köpas för pengar!
För de nuvarande ekonomiska CNC-svarvarna i vårt land används i allmänhet vanliga trefasiga asynkronmotorer för att uppnå steglös hastighetsändring genom frekvensomformare. Om det inte finns någon mekanisk retardation är spindelns utgående vridmoment ofta otillräckligt vid låga varvtal. Om skärbelastningen...Läs mer


