Porositet är mycket vanligt vid aluminiumsvetsning.
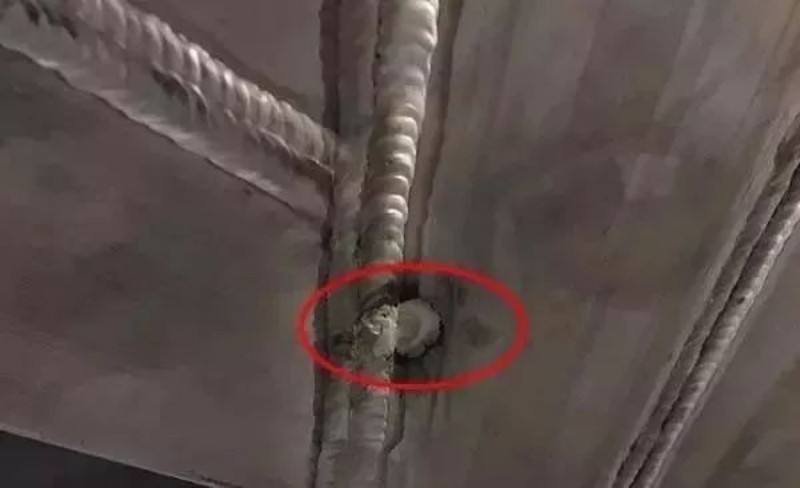
Det finns en viss mängd porer i grundmaterialet och i svetstråden, så det är nödvändigt att undvika stora porer vid svetsning för att säkerställa att porerna inte överskrider standarden. När luftfuktigheten överstiger 80℅ måste svetsningen avbrytas. Sannolikheten för att porerna överskrider standarden är också 80℅, och det är lätt att producera returbitar.
Svetsning i fukttillståndet som visas i figuren ger mycket sannolikt en returorder.
Xinfa svetsutrustning har egenskaperna av hög kvalitet och lågt pris. För mer information, besök:Svets- och skärtillverkare – Kinas svets- och skärfabrik och leverantörer (xinfatools.com)


▲Fuktighet▲
Ibland fastnar svart damm på svetsen, vad ska jag göra?


▲Svart och grått▲
I själva verket är volframelektroden förorenad, eller så rör den vid den smälta poolen eller svetstråden och aluminium fastnar på den. Först när volframelektroden är rengjord kan vi fortsätta.

▲Den kontaminerade volframelektroden är blomkålsformad▲
För närvarande behöver vi bara justera svetsmaskinens rengöringsbredd till botten, strömmen är i princip runt 200, och bågsvetsning påbörjas på en bit aluminiumskrot. På bara några sekunder kommer volframelektroden att bilda en liten kula. Vill du svetsa aluminium väl är den lilla kulan en måsteprodukt.

▲ Justera rengöringsbredden till den lägsta inställningen ▲


▲Magisk liten boll▲
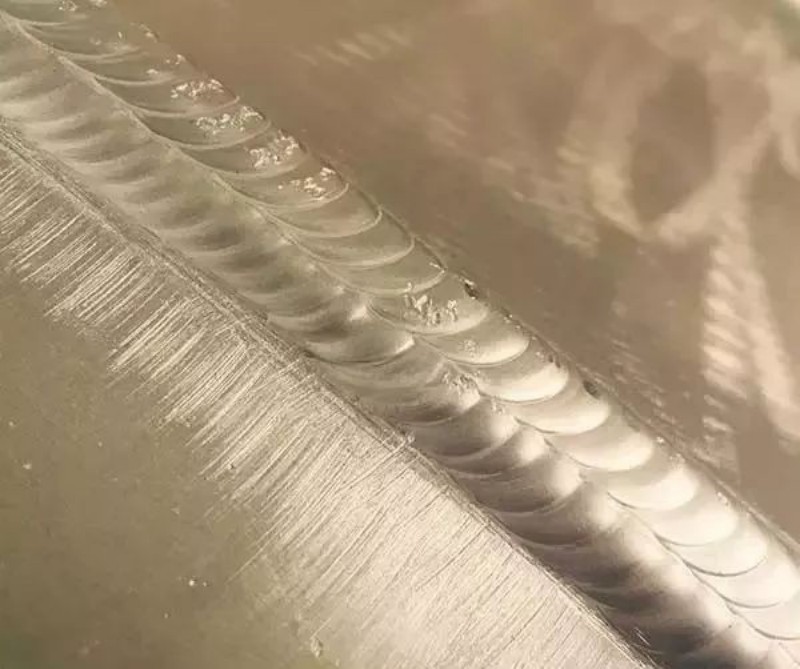
Jämför man aluminiumsvetsning med rostfritt stål föredrar jag aluminiumsvetsning. Det är inte lika besvärligt som rostfritt stål, som måste svängas. Aluminiumsvetsning är lätt, och svetspistolen svänger i princip inte. Detta aluminiumrör med foder är en kälsvets, och svetsning är inte så besvärligt.
När man justerar strömmen måttligt är den bästa strömmen den som kan styra den smälta poolen. Prestanda för varje svetsmaskin är olika, strömmen kommer att vara annorlunda och bågens flexibilitet kommer också att vara annorlunda.




Posttid: 2024-09-29


