Nyheter
-
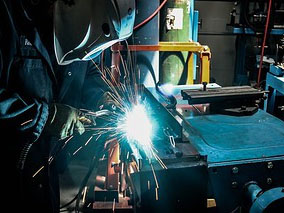
Mig svetsning grunderna
När det kommer till MIG-svetsning är det viktigt för nya svetsare att börja med grunderna för att lägga en solid grund för framgång. Processen är generellt förlåtande, vilket gör den enklare att lära sig än TIG-svetsning, till exempel. Den kan svetsa de flesta metaller och, som en kontinuerligt matad p...Läs mer -
Vilka är kraven för bearbetningsverktyg i rostfritt stål
1. Välj verktygets geometriska parametrar Vid bearbetning av rostfritt stål bör geometrin hos verktygets skärande del generellt beaktas utifrån valet av spånvinkel och ryggvinkel. När du väljer spånvinkel, faktorer som räffladen pr...Läs mer -

9 skäl till varför HSS kranar BREAK
1. Kranens kvalitet är inte bra: Huvudmaterial, verktygsdesign, värmebehandlingsförhållanden, bearbetningsnoggrannhet, beläggningskvalitet etc. Till exempel är storleksskillnaden vid övergången av kransektionen för stor ...Läs mer -

Hur man minskar svetspistolslitage och förlänger pistolens livslängd
Att känna till de vanligaste orsakerna till MIG-pistolslitage - och hur man eliminerar dem - är ett bra steg mot att minimera stilleståndstider och kostnader för att åtgärda problem. Liksom all utrustning i en svetsoperation utsätts MIG-pistoler för rutinmässigt slitage. Miljön och värmen från...Läs mer -

2021.1.8 Xinfa Jingjian hjälper Xiongan New Area och ny nationell infrastruktur
Den 1 april 2017 beslutade staten att etablera Xiongan New Area i Hebei. Som ett resultat kom denna nya stadsplan, känd som "Millenniumplanen, ett nationellt evenemang", officiellt in i allmänhetens ögon. Sedan etableringen av Xiongan New Area har det blivit fokus ...Läs mer -

Hur kolmolekyler fungerar i PSA-enheter
I atmosfären är nästan 78 % kväve (N2) och nära cirka 21 % syre (O2) finns. För att få kväve från luften används PSA-teknik av olika industrier beroende på deras behov. Kolmolekylära siktar är kärnan i system för trycksvängningsadsorption (PSA). CMS...Läs mer -

Hur man förhindrar 5 vanliga svetspistolfel
Att ha rätt utrustning i svetsarbetet är viktigt – och att se till att den fungerar när den behövs är ännu viktigare. Svetspistolfel orsakar förlorad tid och pengar, för att inte tala om frustration. Liksom med många andra aspekter av svetsoperationen, är de viktigaste...Läs mer -

5 sätt att välja den bästa borrtypen
Håltagning är en vanlig procedur i alla maskinverkstäder, men det är inte alltid klart att välja den bästa typen av skärverktyg för varje jobb. Ska en maskinverkstad använda solida borrar eller skärborrar? Det är bäst att ha en borr som tillgodoser arbetsstyckets material, producerar de specifikationer som krävs...Läs mer -

T-spår ändfräs
För högpresterande avfasningsfräs med höga matningshastigheter och skärdjup. Även lämplig för bearbetning av spårbotten i cirkulär fräsning. Tangentiellt installerade vändskär garanterar optimal spånavlägsnande i kombination med hög prestanda...Läs mer -

Lösning av vanliga orsaker till svetsporositet
Porositet, diskontinuiteter av kavitetstyp som bildas av gasinneslutning under stelning, är en vanlig men besvärlig defekt vid MIG-svetsning och en med flera orsaker. Det kan dyka upp i halvautomatiska eller robotapplikationer och kräver borttagning och omarbetning i båda fallen — lä...Läs mer -
De fyra grundläggande principerna för att bestämma spännkraften för CNC-verktyg
CNC-verktyg: Vid konstruktion av klämanordningen inkluderar bestämningen av klämkraften tre element: klämkraftens riktning, aktionspunkten och storleken på klämkraften. 1. Riktningen för CNC-verktygets klämkraft Styr...Läs mer -
Klassificering av CNC-verktyg enligt bearbetningsform och rörelseläge
CNC-verktyg kan delas in i fem kategorier beroende på formen på arbetsstyckets bearbetningsyta. CNC-verktyg används för att bearbeta olika yttre ytverktyg, inklusive svarvverktyg, hyvlar, fräsar, ytterytor och filar, etc.; hålbearbetning...Läs mer


