Fräsar används mycket. Förstår du verkligen fräsarnas struktur? Låt oss ta reda på det genom en artikel idag.
1. Geometriska huvudvinklar för indexerbara fräsar
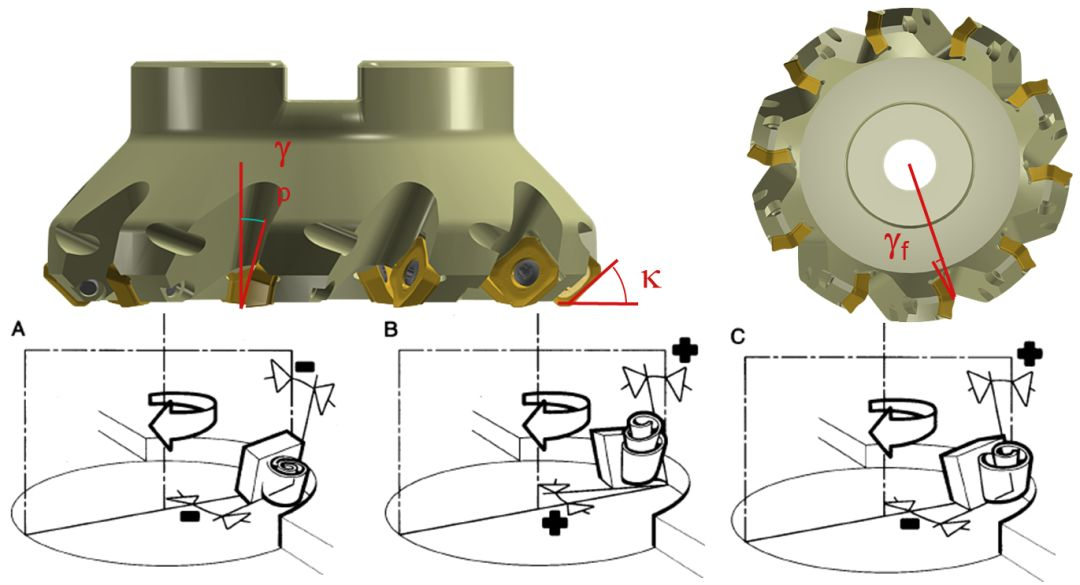
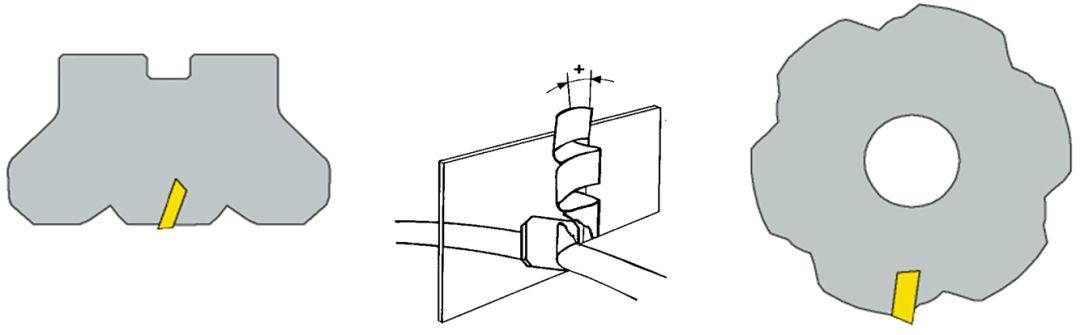
Fräsen har en främre vinkel och två spånvinklar, en kallas axiell spånvinkel och den andra kallas radiell spånvinkel.
Den radiella spånvinkeln γf och den axiella spånvinkeln γp. Den radiella spånvinkeln γf påverkar främst skärkraften; den axiella spånvinkeln γp påverkar spånbildningen och riktningen för den axiella kraften. När γp är ett positivt värde flyger spånen bort från bearbetningsprocessen. nudel.
Rake vinkel (rake face kontaktyta)
Negativ spånvinkel: för stål, stållegeringar, rostfritt stål, gjutjärn.
Positiv spånvinkel: används i viskösa material och vissa högtemperaturlegeringar.
Mitt främre hörn: används för gängning, räffning, profilering och formning av knivar.
Använd negativa spånvinklar när det är möjligt.
2. Fräsgeometri
1. positiv vinkel -positiv vinkel
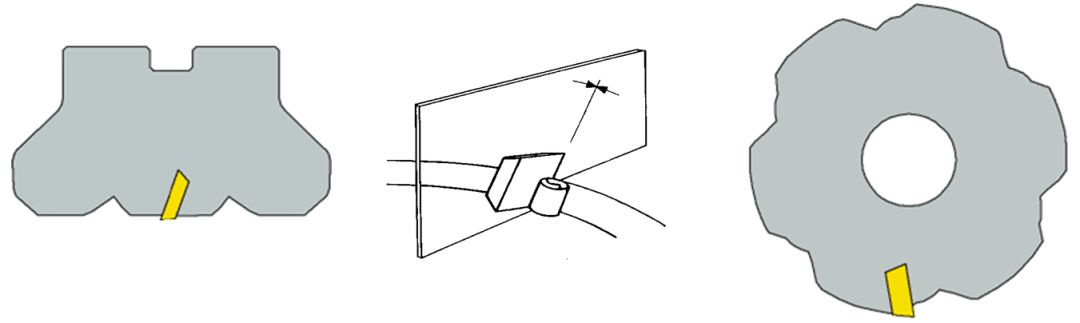
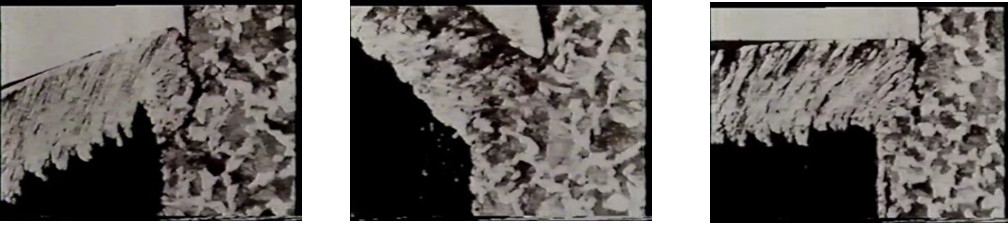
Skärningen är lätt och smidig, men skärhållfastheten är dålig. Lämplig för bearbetning av mjuka material och rostfritt stål, värmebeständigt stål, vanligt stål och gjutjärn etc. Denna form bör föredras när det finns lågeffektsmaskiner, otillräcklig styvhet i processsystemet och uppbyggda kanter.
Fördel:
+ smidig skärning
+ Smidig spån evakuering
+ bra ytjämnhet
Nackdelar:
- Skärkantsstyrka
- Inte bidrar till att skära kontakten
- Arbetsstycket är separerat från maskinbordet
2. Negativ vinkel – Negativ vinkel
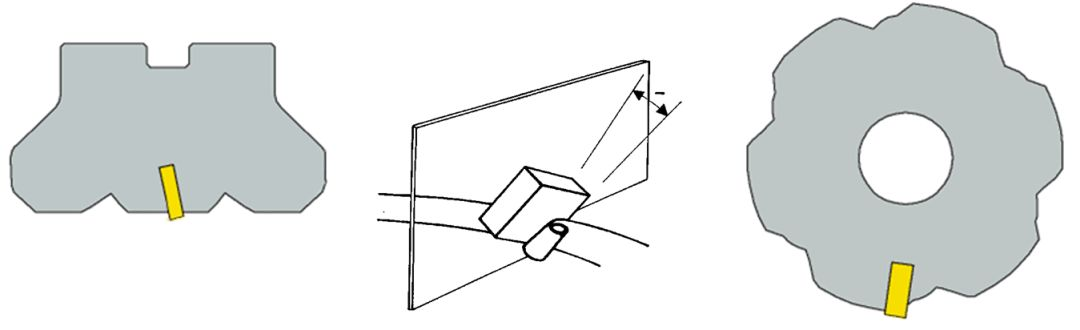
Den har stark slaghållfasthet och använder negativa blad, lämpliga för grovfräsning av gjutstål, gjutjärn och höghårdhet, höghållfast stål.
Fräsning förbrukar dock mycket ström och kräver utmärkt processsystemstyvhet.
Fördel:
+ skäreggstyrka
+ Produktivitet
+ Skjut arbetsstycket till maskinbordet
Nackdelar:
- Större skärkraft
- Spånblockering
Xinfa CNC-verktyg har egenskaperna av god kvalitet och lågt pris. För mer information, besök:
CNC Tools Manufacturers – Kina CNC Tools Factory & Suppliers (xinfatools.com)
3. Positiv vinkel – negativ vinkel
Skäreggen har stark slagtålighet och är skarp. Lämplig för bearbetning av stål, gjutstål och gjutjärn. Effekten blir också bättre vid fräsning med stora marginaler.
Fördel:
+ Smidig spån evakuering
+ gynnsamma skärkrafter
+Brett utbud av applikationer
4. Fräsens stigning
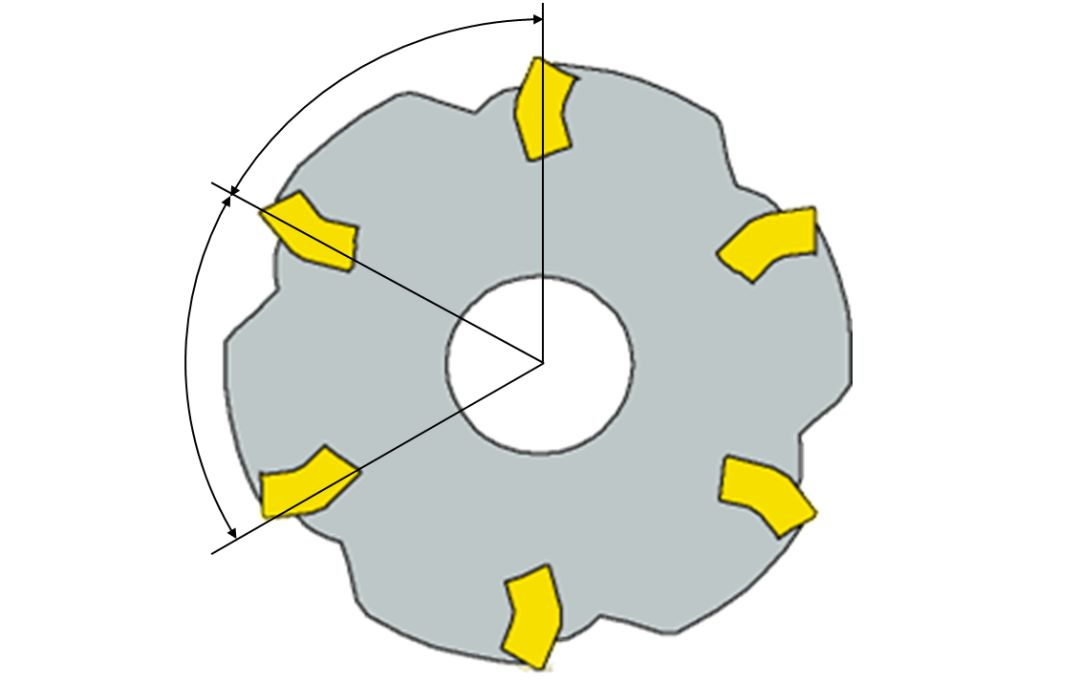
1) Täta tänder: höghastighetsmatning, stor fräskraft, litet spånutrymme.
2) Standardtänder: konventionell matningshastighet, fräskraft och spånutrymme.
3) Grova tänder: matning med låg hastighet, liten fräskraft, stort spånutrymme.
Om fräsen inte är utrustad med ett speciellt torkarskär beror ytråheten på om matningen per varv överstiger skärets bredd på torkarplanet.
Exempel: spårfräsning & konturfräsning
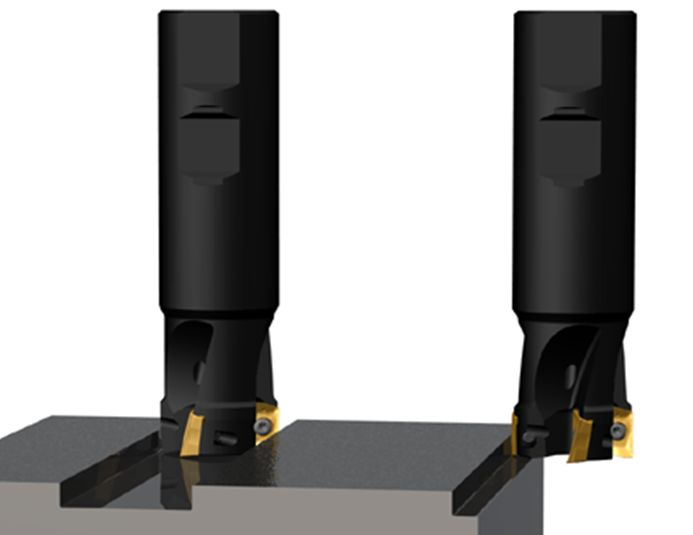
Antal tänder:
•Gles eller standardtänder för spårfräsning (säkerhet)
•Täta tänder för konturfräsning (produktivitet)
Posttid: 2023-nov-01


